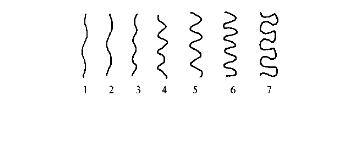
1、羊毛纤维的卷曲所谓卷曲是羊毛在天然状态下,沿长度方向 呈有规则的卷曲波纹,其每个厘米内平均含有的 卷曲数目称为卷曲数。卷曲是由于羊毛正副皮质 双边结构和毛囊的周期性运动所造成的,它是羊 毛的一种良好特征,是其它纺织纤维所没有的。 根据卷曲波形和卷曲数的不同,卷曲分为 平波、长波、浅波、正常波、扁圆波、高波和折线波(见图1,按1~7排列)。一般羊毛具有正常波卷曲,形状呈半圆形;半细毛根据细度不同,具有正常波和浅波;毛丛结构不好、含杂多的羊毛,具有 深波和高波。具有折线波的羊毛,一般不能用于加工。细羊毛的卷曲数一般为 6~9个/cm,国产细羊毛的卷曲数为4~6个/cm。正常波和浅波的羊毛适宜于纺制高级的光洁的精梳毛纱,高波的羊毛具有较好的缩绒性,适宜于粗梳毛纺。
图1羊毛纤维卷曲类型
通常,羊毛卷曲度与纤维直径具有较为密切 的关系,在没有客观测量羊毛细度手段之前,观察羊毛的品质支数和价格多半靠毛丛卷曲频率来确定。羊毛纤维的卷曲一般随纤维结构和物理性能 的变化而变化。羊毛纤维的卷曲度对纤维性能和 纱线、织物性能的影响,只是近10多年来通过各种羊毛大量加工的结果,以统计方法得出。
羊毛卷曲对许多产品来说是需要的,特别是 地毯,增加卷曲一般可以提高抗压性和手感,对低 卷曲毛用增加人造卷曲来提高地毯的使用性能。 但羊毛的卷曲有时对加工是不利的,特别是过大 的卷曲度对精纺加工及其产品不利。
2、羊毛纤维卷曲对毛条工艺的影响
在加工过程中,羊毛的卷曲程度会减少,但不 可能完全消失,有些卷曲还会在成品织物中存在。
洗涤条件影响着纤维的卷曲特征,如喷水洗 涤后的羊毛比一般水洗后的羊毛卷曲数多,提高 洗毛温度卷曲度也会增加。 在洗毛过程中,卷曲度会影响羊毛的扭结与 毡化,使其在梳毛过程中纤维断裂和落毛,从而影 响到毛条的平均长度。同样,高卷曲的羊毛在梳 理中会造成更多的飞毛。
在并合牵伸过程中,羊毛卷曲度对纤维之间 摩擦和抱合力有着重大的作用。较大的卷曲度, 需要较高的牵伸力,即需要较大的前罗拉压力。
在精梳加工中,经过大量的研究,发现卷曲度 增加,落毛率也增加(见图2)。

图2 卷曲数与精梳落毛率的关系
3、羊毛纤维卷曲对纺纱工艺的影响
大量的卷曲在纺纱过程中被消除。卷曲度相 对较低的羊毛,在单皮圈和双皮圈以及自捻纺和 大牵伸纺纱系统上纺纱性能较好,在罗拉或轻质 辊等小牵伸纺纱系统上纺纱性能要差些。
经过复洗的毛条,由于毛条在张力下烘干,卷 曲度有所降低,对气流纺和环锭纺的纺纱性能有 所提高。
纤维卷曲对纱线横截面内的纤维根数有影 响,纤维卷曲度增加,纱线截面内纤维根数将减 少,对纺纱不利。
4、羊毛纤维卷曲对纱线性质的影响
羊毛卷曲对纤维在纱的径向分布几乎没有什 么影响,然而,纤维卷曲增加能在纺纱过程中减少 纤维游动和降低纱的毛羽的产生。
纤维卷曲对纱的粗细和抗压性有着重要的影 响。较细的纤维由于卷曲度高,在纺纱过程中松 开较多的卷曲,所纺纱线蓬松度差。一般来说,卷 曲度增加,纱的强度和断裂伸长下降,纱线的不匀 率和粗细节频率增加。
5、羊毛纤维卷曲对织物性能的影响
对织物来讲,纤维卷曲的正常变化对物理性 能影响的一般趋势是随着卷曲的增加,织物柔软 度、滑爽度、丰满度(厚度)也增加。
当纺制弱捻纱和低支针织绒等较松织物时, 卷曲度会对这些织物的折皱恢复性、透气性、硬挺 性及耐磨性有所影响。
卷曲对织物抗拉性能的影响一般很明显,增 加卷曲度可使强力性能下降。见图3、图4 (图中1,2,3 分别表示卷曲数为2,4,6卷曲/cm)。

6、结论
毛纤维卷曲度增加会增加梳毛过程中纤维的 断裂和落毛,卷曲度也影响到并合过程中的牵伸 力。精梳过程中的落毛率随着卷曲度的增加而提 高。经过复洗的羊毛,其卷曲度下降,纺纱性能有 所提高。纤维卷曲度的增加,纱线横截面内纤维 根数减少,对纺纱不利。
羊毛卷曲度增加,纱的强度和断裂伸长下降, 不匀率提高,粗细节增加。同时卷曲度增加织物 的抗拉性能下降,但柔软度、滑爽度、丰满度增加。
7、YG362B型纤维卷曲弹性仪
【仪器用途】:
YG362B型纤维卷曲弹性仪采用单片机微机控制实现卷曲弹性仪的智能化,仪器测量系统由张力加载器进行加载,位移长度由步进,电机发出的脉冲信号通过单片机进行计数,该仪器能够自动测量,显示并打印纤维纤度为1~22dtex卷曲度、卷曲弹性、卷曲回复率及它们的统计值。
【适用标准】:
GB-T 14338-2008 化学纤维 短纤维卷曲性能试验方法
FZ/T 50009.3-2007 中空涤纶短纤维卷曲性能试验方法
FZ-T 50009.4-2007 中空涤纶短纤维膨松性和纤维弹性试验方法
【主要技术参数】:
1、加载工具;张力加载器
加载范围 最小分度值 估计读数
0~5.00mN 0.01mN 0.005mN
0~25.00mN 0.05mN 0.02mN
2、初始长度:20.00mm
3、下夹持器行程大于或等于30mm,位移最小示值:0.01mm,位移读数误差小于或等于0.05mm(在10mm范围内)
4、定时分档:0.5min、1min、2min三档
5、微型打印机
6、LED灯照明装置
7、固定视窗放大镜
8、电源:交流220V 50HZ