纱线捻度是纱线单位长度上的捻回数,即纱线绕其自身轴向的旋转度。捻度能表示相同品种相同粗细纱线的加捻程度,但当纱线粗细不同时,捻度不能反映纱线的加捻程度。
棉纱及棉型纱线采用特制捻度Tt,,即10cm长度内的捻回数:
精梳毛纱及化纤长丝采用公制捻度Tm,即每米长度内的捻回数。
试样的实际捻度按下式计算:
2.1 特数制实际捻度Tt:

2.2 公制支数实际捻度Tm:

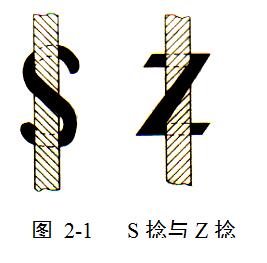
纱线加捻方向,分别根据纤维在单纱上或单纱在股线上的倾斜方向不同,分为Z捻和S捻两种。如果单纱上的纤维或股线上的单纱,在加捻后由下而上系自右向左倾斜的称为S捻(顺手捻);而由下向上系自左向右倾斜者为Z捻(反手捻)。如图2-1所示。
加捻程度对纱线的结构、物理机械性能和织物风格,如拉伸性能、直径、体积重量、刚柔性、毛羽、织物外观和手感等有很大影响。对生产企业而言,加捻多少对纱线的产量影响很大。一般不影响纱线质量的条件下,降低捻度可以提高生产效率。捻度的多少,应根据纱线的用途(机织用纱、针织用纱和股线用纱等)而定。在工厂中捻度实验,各品种、各机台每季度至少轮试一次。试样应在各机台上随机取得,每台不少于2个纱管,并不得在同一锭带上拔取。每个纱管取样次数,以及每次试验总数均有国家标准规定。试样退绕时,必须与实际加工退绕方式一致,管纱头端纱线应去掉,各试样之间应有1m以上的随机间隔。当纺纱机的捻度齿轮调换,或其他机械工艺上的调整影响捻度时,应随机检验纱线的捻度,以保持纱线品质的稳定。
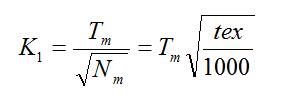
捻度指标仅能度量相同特数和体积重量的纱线的加捻程度。当特数和体积重量不同时,捻度不能完全反映纱线的加捻程度。因此,采用捻系数指标来衡量纱线的加捻程度。试样的捻系数可用下面二个公式计算::
当捻度用捻/m表示时,
当捻度用捻/10cm表示时,
式中:Kl——捻度以捻/m表示的公制支数捻系数;
K2——捻度以捻/10cm表示的特数制捻系数;
Tm——捻度,捻/m;
Tt——捻度,捻/10cm;
式中:Tt、Tm为平均捻度(计算到5位有效数,修约到4位有效数),tex为纱线特数;Nm为纱线公制支数。
纱线捻缩是指纱线因加捻而缩短或伸长的程度,纱线捻缩μ用纱线原长L1与加捻后长度L2之差对纱线原长L1之比的百分率来表示。
捻缩的大小主要与加捻程度有关。单纱的捻度增加,捻缩增大;股线合股时的捻向与单纱捻向相同时,捻缩随捻度的增加而增加,当合股时的捻向与单纱捻向相反时,则捻缩在某一范围内可能产生负值,即在加捻时股线有所伸长,负捻缩的大小与合股时的单纱根数有关,根数越多,负捻缩产生的可能性越小。纱线捻度测试方法常用的有3种:
(1) 直接退捻法(直接计数法):适用于股线、缆绳、复丝;在退捻过程中纤维不易缠结的短纤维单纱也可采用该法,但不常用。
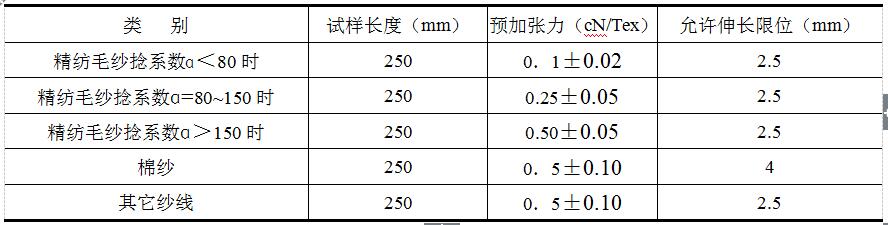
直接退捻法的原理是在一定张力下,夹住已知长度纱线的两端,通过试样的一端对另一端向退捻方向回转,直至股线中的单纱或单纱、复丝中的单纤维完全平行为止,退去的捻回数即为该纱线试样长度内的捻回数。其试验参数表2-2。
表2-2 直接退捻法的试参数

(2) 一次退捻加捻法:适用于短纤纱,不适用于自由端纺纱、喷气纺纱的产品及张力从0. 5cN/tex增至1. 0cN/tex时,其伸长超过0. 5%的纱线。
一次退捻加捻法的原理是在规定张力下,夹持一定长度的试样,测量经退捻和反向加捻后回复到起始长度时的捻回数。其试验参数见表2-3。
表2-3 退捻加捻法的试验参数
(3) 三次退捻加捻法:适用于气流纱。
推荐仪器:
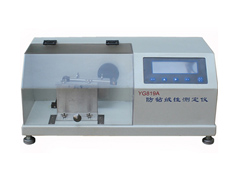
手摇捻度仪和电子纱线捻度仪Y321型手摇捻度机
【适用范围】:用于各种纱线捻度、捻度不匀率及捻缩率的测试。
【相关标准】:GB/T2543.1/2 FZ/T10001 ISO2061 ASTM D1422 JIS L1095
【技术参数】:
1、试验方法:直接计数法
2、试验长度范围:0~300mm
3、捻度分辨率:0.1捻
4、最大捻度指示:500,捻
5、放大镜放大倍数:10倍
6、张力重锤:张力锤5cN、10cN1件,重锤10cN、20cN1件
7、仪器外形尺寸:610×125×205(mm)
8、仪器重量(净重):7Kg

详细说明:
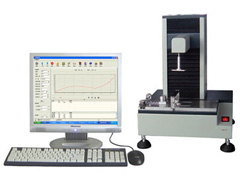
用于测定棉、毛、丝、麻、化纤等纱线的捻度。性能符合GB/T2543.1和GB/254S3.2的规定,液晶显示自动统计测试数据(带打印机接口)中文菜单操作方便。
主要技术参数型 号 | YG155A |
测试方法 | a、直接计数法 b、一次退捻加捻法退捻加捻法 c、二次退捻加捻法 d、三次退捻加捻法 |
测试长度 | 0~500 mm 可调 |
转速 | 1500r/min 800r/min |
纱线张力 | 组合张力砝码一套 |
外形尺寸 | L1080×W275×H216mm |
电源 | AC220V |