一、试验目的:
周期性测试生条、半熟条、熟条及粗纱的单位长度的重量及重量不匀率,并加以调节控制,减少成纱的支数偏差、减少成纱的强力偏差、提高后道的开机效率。
二、试验周期及控制指标
1、周期:生条每周每台一次,头并每日每台一次,二并每两个小时每台每眼一次,粗纱每日每台一次。
其中二并试验时间:
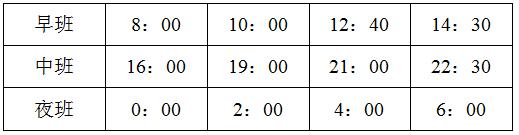
2、控制指标
生条重量不匀率4、5%,熟条重量±1%,熟条重量不匀率0.95%,粗纱重量不匀率内控1.3%,检验指标1.5%。
三、试验方法:
1、 取样
①、生条每日同品种试5台,每天中班取样,每台不少于4段,总段数不少于20段。
②、半熟条、熟条每眼至少取2段,单机台品种每眼不少于4段,重量不匀率计算不少于20段。
③、粗纱每品种每日每台试一次,每台前后排各取样至少1只,同品种取样不得少于4只,同品种试验段数不少于20段。
2、测长、取样后用
Y301条粗测长仪摇取1—2根棉条或粗纱,将棉条或粗纱喂入滚筒和压辊间,对准起点记号,摘去不完整的部分纱条,顺时针棉条摇5圈,对准起点摘断棉条,绕成团,按机台、眼别顺序号排列。
3、称重将排列好的棉条或粗纱团逐一称重,精确到10毫克。
四、计算
计算棉条及粗纱的平均重量、平均差不匀率。
不匀率={2×(平均值-平均值以下平均)×平均值以下项数×100%}÷总和
五、测试结果的平定及处理
1、生条重量及重量不匀率的控制
重量重量不匀率合格机台在前4半制品试验记录表(LX/8-12-3)
上签字并加盖合格印。
不合格机台要及时向车间下达《不合格通知书单》(LX/8-14)整改后复试合格签字盖印,并备注整改措施和超标原因。
2、半熟条的质量控制
试验后计算半熟条的平均重量及标准干重,如两眼的差异超过±0.4g,或同品种机台台差超过±0.5g,要及时向生产车间下达通知进行控制,排查棉卷重量的波动、运转操作工的定台供应、梳棉机的机械状况等。
3、熟条的重量控制
实际干重与标准干重差异1%,超过时增减轻重牙及冠牙,调整方法见附录,重量不匀率超标时及时下达《不合格通知单》(LX/8-14)。
通知生产车间进行排查原因,并对二并重不匀进行日公布。
4、粗纱的重量控制
粗纱重不匀率超标后,1.3%—1.5%时在前纺半制品试验记录表(LX/8-12-3)上签字并注明合格,大于1.6%时注明不合格,及时下达《不合格通知单》(LX/8-14),整改后复试验合格签字盖章,并注明整改措施和超标原因。
试验用到的仪器:Y301B条粗测长机

【用途】:
【技术参数】:
1.测长轮周长 1000±1mm
2.测长轮宽度 250mm
3.喂入头数 双头或单头
4.压辊直径 ∮62mm
5.压辊重量 4300±50g
6.数字显寸 0~99.9m
7.电源 AC220V 50Hz 20W
8.外形尺寸 610×485×550mm