怎么评价涤纶DTY的质量好坏?涤纶DTY的质量指标包括物理指标和外观指标,下面就主要质量指标进行介绍。
01
强、伸度
对于纤维的强度,并非愈高愈好,如涤纶织物的破损,大多不是由于纤维强度不够造成的。对于涤纶低弹丝,2.5cN/dtex的强度、12%~30%的伸度即可满足织造和服用的要求。它的韧度(强度×伸度/2)愈高愈好,韧度高的纤维,不但内在质量好,而且既耐磨又耐折。在实际生产中,不同的织造方法对韧度的要求不同,如纬编织机要求DTY的强度比经编和机织低得多,纬丝用DTY的伸度范围较宽,但经丝的伸度不能太高。在DTY生产中,一般用调整丝条拉伸倍数的方法来控制强、伸度。随着拉伸倍数的提高,丝条的强度增加,伸度下降。但拉伸倍数过大时,丝条的强、伸度均下降。
相关仪器:
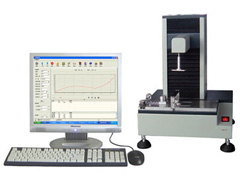
YG023C-Ⅲ全自动单纱强力机

02
卷缩性能
卷缩性能包括卷缩率KE、卷曲稳定性KB和沸水收缩率。一般只需测定前二项或沸水收缩率。卷缩率和卷曲稳定性可通过下式求得:
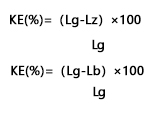
式中:Lg为加重负荷时的长度;Lz为加轻负荷时的长度;Lb为去除重负荷再加轻负荷时的长度。
卷缩率高,DTY的手感丰满、外观美观、弹性好。卷曲稳定性表示在织造和服用过程中卷缩率逐渐损失的程度,与卷缩率成反比。所以实际生产中必须兼顾这两项指标。卷缩率较高的DTY能掩盖部分染色不匀,因而生产过程中往往将卷缩率控制得稍高。但DTY在后加工中若使用筒子染色,由于高卷缩率的DTY的沸水收缩率大,致使染色后筒子不易退绕。若采用DTY丝绞或织成织物后染色,就不受限制,此时卷缩率可控制得高一些。
变形丝的卷缩性能与织造加工有密切的关系。卷缩性能是反映变形丝质量的一项重要指标,卷缩率的大小和蓬松度的高低对丝织或针织物的工艺设计和成品质量有密切的关系。如丝织厂生产华达呢等仿毛类品种时,要求产品有仿毛风格,织物设计时就要求从坯布到成品时有一定回缩率,如用卷曲弹性小的变形丝就不能达到工艺设计要求的回缩率,这样织物手感就较硬,缺乏仿毛风格;反之,如用作裙料、衬衣等薄型涤纶织物要求滑爽挺括,若用卷曲弹性大的变形丝,同样不能体现织物滑爽挺括的风格。影响卷缩性能的工艺因素有拉伸倍数、卷绕张力以及第一、第二热箱温度和温差等。
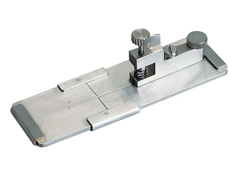
相关仪器:YG368型全自动卷曲收缩率测试仪

03
染色均匀
凡强度、伸度、卷缩率、条干不匀率等物理性能及纤维结构不匀率高的DTY,织成织物后会出现横向条花、色差等弊病。因此,在DTY生产过程中必须加以控制,并经成品检验及时检出,以避免染色均匀性差的DTY混入正常产品,造成最后织物的大量降等。
(1)染色均匀性的检验。目前,用于测定DTY染色均匀性的方法是将每个DTY卷绕筒子的丝织成5cm长的一段袜筒,每台拉伸变形机生产的DTY织成一条袜筒.中间夹上几段染色正常的标准DTY,用分散染料染色,再在标准光源下判色。GB 250~84标准规定用灰卡判色,分5级9档,凡与标准色差在4级以上的为一级品。生产中出现最多的为横向条纹丝(段斑丝,亦称F丝)和透明丝(卷缩丝,亦称K丝)。F丝是指同一试样本身有条纹的色差;K丝是指织物表面发亮,手触摸感到织物很薄,放在光源前看,较正常丝透明,这种丝一般是在变形加工时未及时得到充分变形或假捻度不足造成的,因此还留有原丝(光滑丝)的风格。
(2)影响DTY染色均匀性的因素。影响DTY染色均匀性的因素有很多,归纳起来可分为DTY的原料质量和DTY的加工条件,具体有以下几方面:
①切片干燥均匀性差,干切片含水率高;
②POY条干不匀率高;
③纺丝熔体和纺丝温度的均匀性差;
④尾巴丝接头处产生30~50m的深色丝;
⑤冷却吹风的风速、风温、相对湿度波动;
⑥POY筒管表面吸油;
⑦POY上油均匀性差;
⑧卷绕成形有病疵;
⑨卷绕张力波动;
⑩DTY加工机械因素:如各导丝器、丝道、假捻器的损伤和运转不良;
DTY加工操作不当,如丝条跑出正常丝道、断丝后卷绕筒子的空运转;
DTY加工条件选择不当,如假捻张力波动、D/Y比过高、热箱温度过高或过低等;
凡造成僵丝、未加捻丝而出现卷缩不良丝时均会影响染色均匀性;
落丝后剥丝时间太少,表面丝未剥净;
检验不当及主观因素。
04
毛丝
目前低弹丝的主要质量问题之一是产生毛丝,毛丝的存在会影响后纺织过程的顺利进行和织物的质量。不同的织造工艺对毛丝的要求不同。机织用低弹丝要经过加捻、上浆或网络后进行织造,因此对毛丝的要求不严。喷水织机使用的低弹丝,则不希望出现毛丝。在针织加工中,纬编用丝因织造流程短、速度低,对毛丝的要求不严;而经编用丝的生产速度高,每根丝均要通过针眼,毛丝的存在容易造成断头,应严格控制。
毛丝的产生,不仅与DTY的加工条件有关,而且与POY的质量有关。与POY的质量有关的原因是:切片质量不合格、干切片含水率过高、纺丝温度太高或太低、纺丝组件压力过低或过滤材料被击穿、冷却成形条件不当、POY油剂选择不当以及导丝器对丝条的擦伤和卷绕成形不良。存在隐患的POY,虽然在纺丝卷绕时不产生断头和毛丝,但在加工为DTY的过程中,由于受热、拉伸变形等促使丝条中的薄弱环节显现出来,从而产生断头或毛丝。即使优质的PoY,若在加工为DTY的过程中工艺条件控制不当,也会产生毛丝。在POY加工为DTY的过程中,产生毛丝的主要原因是D/Y比和拉伸倍数选择不当、热箱温度过高、导丝器过度擦伤丝条等。
05
僵丝和紧点
僵丝是指DTY上出现成段的、连续不蓬松的紧捻丝。紧点是指不严重的僵丝,即僵丝的连续长度很短,几乎呈点状。僵丝、紧点可通过目测、外观分等的办法加以判别。僵丝在染色袜筒上也可鉴别,它比正常丝色深,呈条状。紧点在袜筒上有深色点,一般较难判别。造成僵丝和紧点的主要原因是:POY条干及伸长不匀率高、POY纺丝油剂润湿性差、丝条表面分布不均匀、POY纺丝速度与DTY加工速度不适应、拉伸变形区进出丝条速度有波动、加捻区各单丝有粘结现象、假捻器不适合、D/Y比和拉伸倍数选择不当、第二热箱中丝条张力不足等。