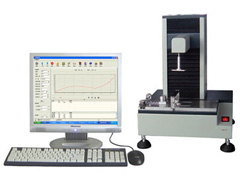
全自动喷丝板镜检仪(检测仪)用于全自动检测圆形、方形、长方形等多种形状和规格的喷丝板,纺丝板,纺口板等模具孔形状、尺寸大小以及是否阻塞的专用检测仪器。根据模具的形状、大小、喷丝孔的布置情况,可在纵、横向有效范围内检查任意一孔的检测要素。
全自动喷丝板检测仪技术内容
整体框架的搭建,是由电脑作为控制中心和数据处理中心(相当于大脑),电机驱动和电机组成运动执行机构(相当于四肢),相机,镜头,光源组成机器视觉系统(相当于眼睛),这三个部分组成了喷丝板镜检仪的基本框架。
机械部分的实现
①工作台面:工作台面采用一体式,平面由高精度磨床加工而成,该部分将作为镜检仪的初始基准面
②x轴:x轴作为主轴是固定在工作台面上的(x轴安装时以工作台面为基准),传动方式采用丝杆传动(采用p级优化级滚珠丝杆,丝杆导程为10mm)丝杆两侧固定梯形导轨。由丝杆,导轨,以及丝杆上的滑块共同组成x轴。
③y轴:y轴也是由丝杆,导轨,以及丝杆上的滑块共同组成,y轴安装时必须与x轴相互垂直,与工作台面平行。
④z轴:结构组成同上,安装时保证与y轴相互垂直,与工作台面相互垂直(由于镜头固定在z轴上,只有这样才能保证镜头与固定在工作台面上的喷丝板相互垂直,从而保证检测精度)
⑤标记印章部分:该部分由伸缩气缸和固定在气缸顶部的专用印章组成,印章尾部有用于加墨油的加油口(该印章具有经久耐用,墨油不滴落的特点)。
⑥吹气清洁部分:该部分由铜制气嘴构成,气嘴出气口小保证气流的集中以保证较好的清洁效果(由于出气口小,所以进气端要接油水分离器,保证气体清洁,以防堵塞出气口)。
⑦其他内容:x,y,z轴三轴两端均装有防撞块对机械结构进行保护,滑块侧面装有加油嘴方便对丝杆和梯形导轨进行保养维护。
电器部分的实现
①电脑控制部分:电脑采用稳定性较高的工控机,由于工控机包含的较多通用接口方便安装运动控制卡以及串口等设备,同时工控机箱的结构也易于装入电器控制柜。
②电机驱动部分:采用运动控制卡和伺服电机系统构成。
a.运动控制卡可以实现高精度的电机运动控制(如电机加减速,线性插补等),同时具有各轴的电器限位接口,因此通过运动控制卡来发送脉冲信号控制电机是较为理想的选择。
b.伺服电机系统由驱动器和电机两部分组成,电机转轴上安装有编码器,而驱动器会实时接收编码器上的信号构成反馈系统,从而实现对电机运转的高精度控制,同时驱动器会实时对电机的电流,电压进行检测,防止电机过流,过力矩。因此采用伺服系统具有极高的精度和稳定性。
机器视觉部分:该部分由相机,镜头,上下光源三部分组成。
a.相机采用200w像素高帧率黑白相机,200w像素可以保证采集微孔图像时可以看清各种细节部分,而高帧率可以保证采集到的图像不会产生拖影从而对检测结果造成影响。
b. 镜头采用0.58-7.5x连续变倍镜头,由于需要观察不同大小的微孔和导孔,通过调整倍率可以达到最好的成像效果。
c. 上下光源均采用红光(因为相机对红光的识别度最高),下光源用于出丝微孔的检测。
其他部分:主要包括限位,电磁阀
a.限位采用机械式限位,接常闭触点(防止线路断路引起限位失效)
b.电磁阀主要用于控制印章气缸的伸缩和气嘴吹气的通断。