�۷���˿�����ϴ���������и��ַ�����
1�����շ������Զ�������ʽ¯�н��С������¶�450��480�棬���¶ȳ���480��ʱ���й�������ͨ��¯�ţ�������棬�����¶ȣ�����������˿�塣
2����ԡ������ԡ���³ɷ�ΪNaNO345%-NaNO245%-NaOH10%����ԡ�۵㡫200�棬ʹ���¶�450��500�档��ԡ�ڸ��¶�ʱ��ǿ������״̬�����ۺ���������CO2��H2O�����ù����൱�죬Լ60��90���Ӽ�����ɡ�����ԡ������������ˮ��ϴ���Σ�����ϡ�����ȥ��������Ĥ��Ȼ����ˮƯϴ��������ϴ�����
3����³������������ϴ�����������¶�450��500�棬������������������������ʹճ������˿���ϵľۺ������������ܳ�ˢ���벢�ֽ�������Լ70%�ľۺ���ֱ�ӷֽ⣬������̼������CO�������ų����⡣������������ѵ����ڰ��棬����Ҳ�������ų����˷��ĺô�����˿�����������ϴ�ɾ���
4�����ʴ���TEG����ϴ�����Ƚ���˿�����ں�15��20%NaOH�ķ�����Һ�У�ʱ��2��3Сʱ����������ϵĴ־ۺ���̶���������260��280������ʴ���Һ�У�����Լ12Сʱ��Ȼ����ȴ����ȴ�����˿�廹Ҫͨ����Һ����ˮ����������ϴ�Լ�����ȴ������������ŵ��Dz����¶Ȳ�����ߣ����ʺϸ��ֲ������˿�����ϴ��ȱ������ϴʱ��ϳ���
5�������ϴ�����ڵ�ѹ��������գ���ʹ���ֻ��˾ۺ�����ֽ⣬��������ͬһ¯�б�ˮ��ˢ�ɾ������Զ����ƣ��������㡣
��������;��
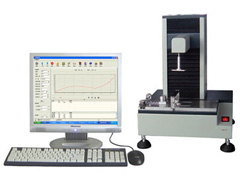
YG689A��ȫ�Զ���˿�徵����������ǣ�����ȫ�Զ����Բ�Ρ����Ρ������εȶ�����״������˿�壬��˿�壬�Ŀڰ��ģ�߿���״���ߴ��С�Լ��Ƿ�������ר�ü������������ģ�ߵ���״����С����˿�IJ�������������ݡ�������Ч��Χ�ڼ������һ�ļ��Ҫ�ء�
��ʹ�ñ����ϵͳ���ơ�
1�����Ӳ�Ʒ����������μ�Ʒ����������ϵͳ�ǽ�ÿһ�Ŀף����⣬���¼����������©�������ķĿ�������ȷ�Ľ���������ﵽ�������ij�˿Ʒ�ʣ�����μ�Ʒ�����������ν��ʧ��
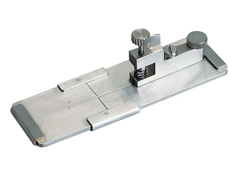
2����ʡ����֧����������˿�Ĵ�С������������һ�ΰڷ�һ����������˿�壬����Զ���⣻���ڲ��ϸ���ɸ�ѹ�����Զ�����������ѹ���������Ŀף���ϵͳ��������ָ�����ÿף����˹���������࣬�������˿�����Զ�ע�Ǹÿ��������������߱�ʱЧ�Լ���Ч�Ĺܿ��봦�á�
3����Ϊ����˿���볧Ʒ�ʼ�⣺���ڴ���ϵͳ��ʵ������Ŀ׳ߴ磬���Ծ��ɴ�ϵͳ�����Զ�������˿����Ϊ�볧��⣬Ԥ��֪����˿��ķĿ׳ߴ���ȷ�����������δ֪����°�װ���ߣ������μ�Ʒ�������ν��ʧ��
4�����վ���˿���ϻ�������Ʒ�ʣ�����ÿ����˿����ɼ����ʷ��¼�������˽���˿�������ʱ��������������˿���������
5��������ϴ�豸���ʣ����ɴ�ϵͳ�����˽���˿������������������ǰ����ϴ�豸�ų̣�������˿�����ȡ�
6����ʱ���������Ƴ�˿�Ƴ̵��쳣�����ɴ�ϵͳ���緢����˿��IJ����ף�������ij����������dz�˿������ij�Ƴ��¶�������������⣬���������Ƴ̡�
7�����ڶ�ʱ���ڻ����豸�ɱ��������ϵͳΪȫ�Զ���ҵ������ʵʵ���ÿһ�Ŀף�����Ϊ���ţ�һ��24Сʱ������һ�깤��365�죬���Լ��������ɱ����ǵ�ѹ����
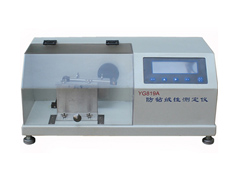
����ⷽʽ��
1 ���ü�������ƺ�ͼ�����������Զ����ɨ���⣬���Բ��Խ�����м�¼��
2 ���ڲ��ϸ����˿�壬�����Զ���¼���Զ�������࣬���ⶨλָʾ���Զ�������Ȼ���ϸ��λ�á�
��������“ȫ�Զ���”���塿
��������˿��“ȫ�����”�Ǿ������Զ���ɵģ���ÿ����λ�������“�Զ�”��¼����顢�쳣��λ�������¼�������쳣��ʱ���Զ���1�Σ��Բ��ϸ�Ŀף�����ͨ�����ⶨλ��
�������Ŀ��
1.���۹�ֵ����ĥ�ġ��������Сֱ������Բ�ȡ�����������ܳ������������ںϸ�Χ����˿����ʾ“��ɫ”�����ϸ����ʾ“��ɫ”���Կ������������������жϣ�����������״̬�Ƿ�����趨�ķ�Χ�����к����ɫ��ע��
2.����˫���棬ͼ�ν�������ݽ��档���ݽ�����������ʾ���۹�ֵ����ĥ�ġ��������Сֱ������Բ�ȡ�����������ܳ����Ŀ׳��ȡ��Ŀ��ڱ��۹����ڼ���Ӱ��ͼ�ν����У���ֱ�ۿ���ʵʱ���Ŀ���ʵ�����
3.���п��������ܣ�������˿���˿�������ݡ������ܹ���ÿһ����˿�����ʷ���ݽ�������������˿��/��˿���Ʒ�ʡ�
��������Ҫ������������
1.�����Ŀ���������ĥ�������۹����������Ϳ׳ߴ�
2.����ٶȣ�0.2-0.8��/�ף��ٶȸ��ݿ������
3.��⾫�ȣ�±0.01mm
4.�ɼ���ķ�Χ��0.1mm-5mm
5.��˿��һ����������������˿�����ߴ����
6.�˶����Ƶ�Ԫ����������ˣ������ŷ�����ͽ���˿��
7.���������140�����ظ��ٺڰ����������С����Ӱ
8.��Դ����������������Դ��ͨ�����ƹ�Դʵ�ֲ�ͬ����
9.��ͷ�����ý��������䱶��ͷ������С����⾫�ȸ�