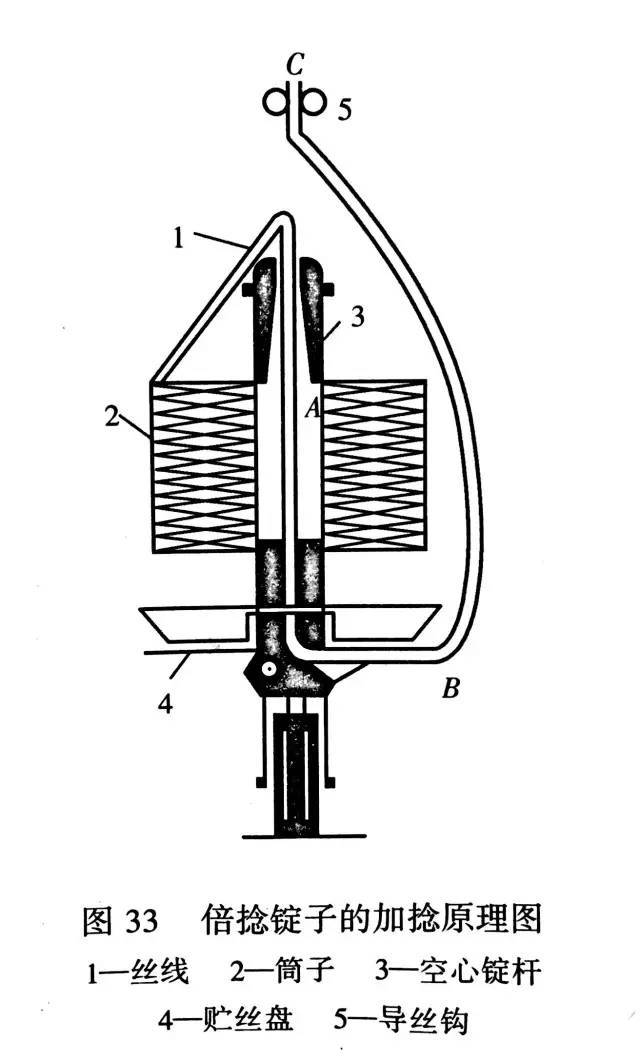
倍捻机的加捻原理
如图33所示,需要加捻的丝线1从静止的筒子2上引出,经锭子顶端穿入空心锭杆3及贮丝盘4的径向导丝孔。待捻的丝线AB段先随锭杆每一回转获得一个捻度。已加捻的AB段丝线从贮丝盘4的径向导丝孔引出后,通过上方固定的导丝钩5,径向导丝瓷眼回转的结果又给BC段丝线加了一个捻回。因此,锭子每一回转就给丝线加了两个捻向相同的捻回。
由上述可知,倍捻是依靠丝线的环圈运动而获得的,也可称为环捻。构成倍捻的必要条件是,筒子顶端丝线的握持点必须被包围在丝线BC段回转所形成的气圈之中。三倍加捻(Three-for-one twist-ing)技术,即锭子转1转,给纱线加3个捻回,其技术关键就是三倍加捻锭子,在该锭子结构中,内、外锭反向回转,实现三倍加捻。
四倍加捻(Four-for-one twisting)技术,即锭子转1转,给纱线加4个捻回,其技术关键就是四倍加捻锭子。
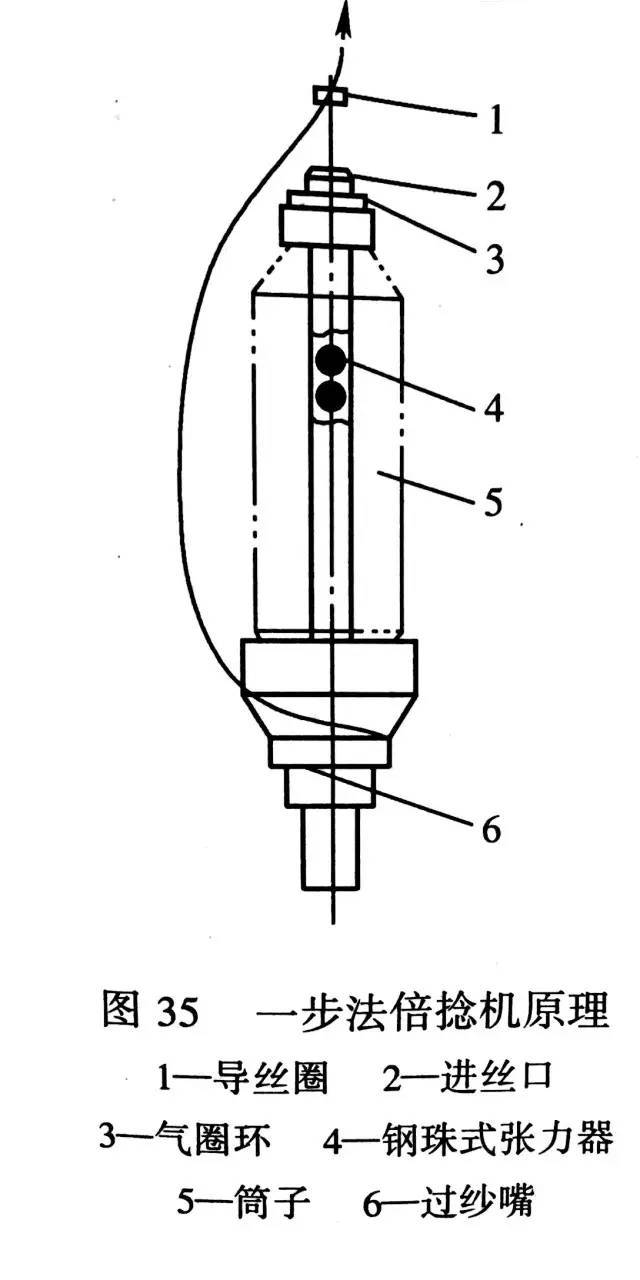
一步法倍捻机
步法倍捻机的假捻原理是采用假捻器实现的,长丝经倍捻后,进人磁性转子式假捻器。假捻器上有用红宝石级高耐磨材料制成的横销,长丝在横销处绕一圈或两圈后出假捻器,再由罗拉引出而被卷绕成形(图35)。
由于丝条绕在横销上,当转子回转时带动丝条一起回转,从而使丝条加上捻回,并以握持点(转子横销)为界,其上下方的丝段分别获得正、反不同方向的正、负捻,同时丝线以恒速移动,使握持点以后区域的捻度值为零。故对整根长丝而言,因假捻器旋转而施加给长丝的最终捻度为零,故
称之为假捻。
假捻器的作用是给横销之前的丝段加上假捻,并经热箱加热而变形,经冷却后通过横销而退捻,赋予长丝一定的膨松、弹性以及可伸缩性。经假捻后的长丝要进行热处理。进入加热区域的长丝,既有倍捻,又有假捻,加热器的作用对倍捻来讲,是对其进行定形处理,对假捻而言,是对其进行变性处理,经退捻后使长丝产生卷曲效应。同时,长丝在较低张力下加热,对其进行热变性处理,使丝线预缩,降低热缩率,有利于绉效应的显现。
加热器的常用温度为180~220℃。可根据工艺需要而设定。加热器的恒温状态应确保丝线热处理均匀。倍捻锭子和假捻器均在极高速下回转,气圈张力较大且存在一定的张力波动。
在一步法倍捻机上的倍捻锭子和假捻器后均配置了各自独立的齿形超喂罗拉。超喂罗拉的一个最大特点,是它对丝线的握持是消极的,随丝线在该罗拉表面的包围角、丝线两端的张力以及丝线和超喂罗拉材质的摩擦系数而变。