еыжЏЪЧРћгУжЏеыНЋЩДЯпБржЏГЩЯпШІВЂЯрЛЅДЎЬзЖјаЮГЩеыжЏЮяЕФвЛжжЗНЗЈЃЌИљОнБржЏЗНЗЈЕФВЛЭЌЃЌеыжЏЩњВњПЩЗжЮЊЮГБрКЭОБрСНДѓРрЃЌеыжЏЛњвВЯргІЕиЗжЮЊЮГБреыжЏЛњКЭОБреыжЏЛњСНДѓРрЁЃвЛзщЛђМИзщЦНааХХСаЕФЩДЯпгкОЯђЮЙШЫОБрЛњЕФЙЄзїеыЩЯЃЌЭЌЪБНјааГЩШІЖјаЮГЩОБреыжЏЮяЁЃ
ОБрЛњзюПэЕФжЏЗљДя7ЁЋ8mЃЌЛњЩэШЋГЄГЌЙ§10mЃЌжиЪЎМИЖжЁЃОБрЛњЫйЖШПьЁЂВњСПИпЃЌзюПьЕФHKS2ОБрЛњзЊЫйПЩДя3300m/minЃЌОБржЏЮяВЛНігУгкЗўгУКЭзАЪЮгУСьгђЃЌдкВњвЕгУСьгђРягУЭОвВЗЧГЃЙуЗКЁЃШчОБрЭСЙЄИёеЄЁЂОБржВБЛЭјВМЕШЁЃ
1ОБрЛњЕФЗжРр
1.ИљОнжЏЮяЕФв§ГіЗНЯђЗж
ОБрЛњПЩЗжЮЊTricot(ЬиРћПЦЭб)аЭОБрЛњ(гжГЦИпЫйаЭОБрЛњ)КЭRasche1(РЩсЖћ)аЭОБрЛњ(гжГЦЛЈЪНаЭОБрЛњ)СНДѓРрЁЃдчЦкСНжжОБрЛњЕФЧјБ№дкгкЧАепЪЧЯИжТаЭЕФЙГеыОБрЛњЃЌзЊЫйНЯИпЃЌВњЦЗНЯЕЅвЛКѓепЪЧДжсюаЭЕФЩреыОБрЛњЃЌзЊЫйНЯЕЭЃЌЩњВњЕФЛЈЪНЦЗжжНЯЖрЁЃ
ЯждкЃЌСНжжОБрЛњЖМВЩгУзюЯШНјЕФИДКЯеы——ВлеыЃЌСНжжЛњЦїЫйЖШЖМКмИпЁЃЯждкЃЌИљОнХїВМЧЃРыжЏеыЪБЃЌХїВМгыжЏеыЕФМаНЧзДЬЌРДШЗЖЈЪєгкФФжжРраЭЕФОБрЛњЁЃЭЈГЃЃЌдкЬиРћПЦЭбОБрЛњЩЯЃЌетИіМаНЧНгНќ90°ЖјдкРЩсЖћОБрЛњЩЯЃЌетИіМаНЧНгНќ180ЁЃЃЌМДНгНќгкДЙжБЯђЯТЧЃРЁЃгаЕФжЏЮяжЛЪЪКЯВЩгУРЩсЖћОБрЛњБржЏЃЌШчАБТкЭјблжЏЮяЃЌгааЉжЏЮяИќЪЪКЯВЩгУЬиРћПЦЭбОБрЛњБржЏЃЌШчЫЋЯђЕЏСІЦНВМЁЃ
2.ИљОнЫљгУеыЯЕЪ§Зж
ПЩЗжЮЊЕЅеыДВОБрЛњКЭЫЋеыДВОБрЛњСНДѓРрЁЃ
3.ИљОнЛњЦїЕФЛњЙЙЙІФмЗж
(1)ИпЫйЦНЮЦОБрЛњЃКШчHKS2-4аЭЁЂCopcen·ra 3KаЭЕШЁЃ
(2)ИпЫйАБТкОБрЛњЃКИУЛњЕФЫЭОКЭОэШЁЛњЙЙгыИпЫйЦНЮЦОБрЛњТдгаЧјБ№ЃЌЪЪКЯжЏЫЋЯђЕЏаджЏЮяЁЃШчHKS3EаЭЁЂCOP3 KEаЭЕШЁЃ
(3)ИпЫйРЩсЖћОБрЛњЃКетРрОБрЛњЪсшЮЪ§вЛАудк4АбвдФкЃЌВњСПКмИпЃЌЕЋЩњВњЕФЖрЮЊЦНЮЦЛђЭјблжЏЮяЃЌВЛвЫЬсЛЈЁЃШчR54N3KаЭЁЃ
(4)ИпЫйРЩсЖћАБТкОБрЛњЃКШчRSE4N3KаЭЁЂLIBA Raeop KвЛEаЭЕШЁЃ
(5)ЖрЪсшЮРЩсЖћЛЈБпЛњЃКШчMRSS32аЭЁЃ
(6)ЖрЪсшЮРЩсЖћДАСБаЭЬсЛЈОБрЛњЃКШчMRGSF31дТ6аЭДјбЙЩДАхЕФЛЈБпЛњЁЃ
(7)МжПЈЬсЛЈОБрЛњЃКИУЛњЕФзмЪсшЮЪ§жЛга3ЁЋ5АбЃЌЬсЛЈжївЊвРППУГПЈЪсшЮРДЭъГЩЃЌЛЈаЭЗсИЛЁЃШчдђG5/2FвЛNEаЭЁЃ
(8)УГПЈЖрЪсСЊКЯ(зщКЯ)аЭОБрЛњЃКИУЛњЪЧвдУГПЈОБрЬсЛЈжЏЮяЮЊЕзВМЃЌдкДЫЛљДЁЩЯБржЏЖрЪсшЮАќБпЬсЛЈжЏЮяЃЌЛЈаЭОЋУРЁЃШч95LJ/1аЭМжПЈЖрЪсСЊКЯОБрЛњЃЌга95АбЪсшЮЃЌЦфжаКЌ1АбМжПЈЬсЛЈЪсшЮЁЃ
(9)ДјЛЈбЙАхЕФЬиРћПЦЭбОБрЛњЃКИУЛњЪЧдкЙГеыИпЫйОБрЛњЩЯЬэМгЛЈбЙАхзАжУЖјГЩЃЌВњЦЗКЭвЛАуЕФЬсЛЈОБржЏЮяЗчИёВЛЭЌЁЃ
(10)ЙГеыаЭЕФЫЋеыДВИпЫйОБрЛњЃКЫзГЦаСЦеРеПЫЫЙОБрЛњЁЃгУРДЩњВњКЭУоУЋВМЯрЫЦЕФЫЋУцжЏЮяЃЌШчDK2аЭЁЃ
(11)ДјАєеыЕФЫЋеыДВЖрЪсУГУІОБрЛњЃКИУЛњПЩРћгУАєеыаЮГЩУЋШІЃЌЙЙГЩСЂЬхаЭКмЧПЕФЬсЛЈзАЪЮВМЃЌЪЪКЯзїДАСБЁЂЬЈВМЁЂЩГЗЂЕШЁЃ
(12)ДјУЋШІзАжУЕФИпЫйОБрЛњЃКШчKS3P0LаЭКЭCopcentra kpolаЭЕШЃЌИУЛњФмаЮГЩбгеЙЯпЪНЕФОБрУЋШІЃЌжЦГЩОБрИюШоВњЦЗЁЃ
(13)УЋШІУЋНэОБрЛњЃКШчKS4FBZаЭУЋНэОБрЛњЁЃИУЛњЩњВњЕФУЋНэЃЌУЋШІдњНєдкЕзВМЯпШІжаЃЌВЛЛсЗЂЩњУЋШІЭбЩЂРЫПЃЌЫљвдЪЪКЯгУзїУЋНэБЛЕШДВЩЯгУЦЗКЭдЁНэЁЂдЁвТЁЂЭЏзАЕШЁЃ
(14)гцЭјОБрЃКЛњЭЈГЃЪЧ4ЁЋ8АбЪсшЮЕФРЩсЖћгцЭјЛњЃЌШчRF8EHаЭЁЃ
(15)ОБржЏДќЛњЃКЪЧвЛжжНсЙЙМђЕЅЕФРЩсЖћЕЭЪсшЮЫЋеыДВОБрЛњЃЌПЩвдВЛгУЗьШвжБНгБржЏГЩДќПкЁЂДќЕзЛђЭјДќЃЌЩњВњГЩБОКмЕЭЁЃ
(16)ШЋЗљГФЮГОБрЛњЃК24ЛњКХЕФНЯКУЃЌЬиБ№ЪЪКЯжЦзїЗўзАГФВМЁЃШчKS2MSUаЭЁЂKS3MSUаЭЕШЁЃ
(17)ЫЋжсЯђШЋЗљГФЮГВњвЕгУОБрЛњЃКШчLIBAЙЋЫОЕФCopcanиЅaHS-2-STаЭОБрЛњЃЌеыОрНЯДжЃЌЪЪгУгкБржЏНЯДжЕФ(МИЭђЕЉФсЖћ)ВЃРћЯЫЮЌГФОГФЮГжЏЮяЁЃ
(18)ЖржсЯђГФЮГОБрЛњЃКетжжЛњЦїГ§ПЩБржЏГФОЁЂГФЮГзщжЏЭтЃЌЛЙПЩБржЏШЮвтНЧЖШЕФаБЯђГФЮГзщжЏЃЌжЏГЩЧПЖШКмИпЕФЬижжИДКЯВФСЯЁЃ
(19)ЫЋеыДВГЄШоРЩсЖћОБрЛњЃКШчHDR6DPLM /60аЭОБрЛњЃЌгУвдБржЏРЩсЖћыцТкУЋЬКЁЃ
(20)ЫЋеыДВЖЬШоРЩсЖћОБрЛњЃКШчHDR6DPLM/12-3аЭОБрЛњЃЌгУвдБржЏУоЬКЕШЁЃ
(21)ЫЋеыДВжЏДјЛњЃКШчHDR8NаЭКЭRD8NаЭОБрЛњЕШЁЃ
(22)ЫЋеыДВУГУІЬсЛЈМђаЮОБрЛњЃКШчHDRJ6/2NEвЛEEWаЭОБрЛњКЭRDJP6/2NEаЭОБрЛњЃЌПЩБржЏвЛДЮГЩаЮЕФСЌПуЭрЁЂзАЪЮЪжЬзЁЂХЎаивТЁЂЖЬПуЕШЁЃ
(23)дВаЭОБрЛњЃКЫзГЦУзРМФсЫЙОБрЛњ(Milanese Machine)ЃЌПЩБржЏДѓаБЗНИёгХжЪНєУмХїВМЃЌгУзїЭтвТУцСЯЁЃаЁМђОЖЛњЦїПЩБржЏЕЦежЁЂСьДјЁЂЕѕДјЁЂбќДјЁЂЭрзгЁЂДјзгЁЂаЌУцЛЈБпВМЁЂАќзАВФСЯЕШЁЃ
2ОБрЛњЕФГЩШІЙ§ГЬ
(вЛ)ЙГеыОБрЛњГЩШІЙ§ГЬ
1.ЭЫЛи жЏеыДгзюЕЭЮЛжУЩЯЩ§ЃЌЯпШІЭЫЕНеыИЫЩЯЁЃ
2.ЕцЩД жЏеыЩ§дкЕквЛИпЖШЪБЃЌНЋОЩДЕцЗХдкеыЙГЭтУцЃЛжЏеыЩЯЩ§ЕНЕкЖўИпЖШЪБЃЌ ЪЙдЯШЕцЗХдкеыЙГЭтЕФЩДЯпЛЌвЦЕНеыИЫЩЯЃЌЭъГЩЕкЖўНзЖЮЕФЕцЩДЁЃ
3.ДјЩД ЙГеыЯТНЕЃЌЪЙЕцдкеыИЫЩЯЕФЩДЛЌЕНеыЙГФкЁЃ
4.бЙеы бЙАхбЙзЁеыЙГЃЌЪЙжЎБеПкЃЌАбаТЕцЕФЩДЙиБедкеыЙГФкЁЃ
5.ЬзШІ жЏеыМЬајЯТНЕЃЌЪЙеыИЫЩЯЕФОЩЯпШІЬздкеыЙГЭт(МДеыБЧЩЯ)ЁЃ
6.СЌЭј жЏеыМЬајЯТНЕЃЌОЩЯпШІКЭаТЯпШІНјааДЎЬзСЌНгЁЃ
7.ЭфЧњ жЏеыНјвЛВНЯТНЕЃЌЪЙаТЩДЯпж№НЅЭфЧњЯТРЃЌвЛжБбгајЕНЯпШІДяЕНзюДѓГЄЖШЁЃ
8.ЭбШІ жЏеыНјвЛВНЯТНЕЃЌНЋаТЩДЯпГЩШІзДРЙ§БЛГСНЕЦЌжЇГжЕФОЩЯпШІЃЌОЩЯпШІДгеыЭЗЩЯЭбЯТЃЌЬздкаТЯпШІЩЯЁЃ
9.еНШІ жЏеыМЬајЯТНЕЕНзюЕЭЮЛжУЃЌЪЙаТЯпШІДяЕНвЛЖЈЕФГЄЖШКЭаЮзДЁЃ
10.ЧЃГЖ гЩГСНЕЦЌЦЌКэЮезЁЫљаЮГЩЕФЯпШІЃЌРНєЕНвЛЖЈГЄЖШЃЌЮЊЯТвЛТжЕФЫГРћЭЫШІзїКУзМБИЁЃ
(Жў)ЩреыОБрЛњЕФГЩШІЙ§ГЬ
1.ЭЫШІ ЩреыДгзюЕЭЮЛжУЩЯЩ§ЃЌОЩЯпШІДгеыЙГЯђЯТЛЌвЦЃЌОЩЯпШІНЋеыЩрДђПЊ(ПЊПк)ВЂЛЌЕНеыИЫЩЯШЅЁЃ
2.ЕцЩД ЕМЩДеыНЋОЩДЕцЕНеыЙГЩЯЁЃ
3.БеПк жЏеыЯТНЕЃЌОЩЯпШІДгеыИЫЩЯЯђЩЯвЦЖЏЃЌНЋеыЩрЯђЩЯЙиБеЁЃ
4.СЌНгЬзШІ жЏеыЯТНЕЃЌОЩЯпШІгыаТЯпШІНгДЅЁЂСЌНгЃЌзюКѓОЩЯпШІЬздкаТЯпШІЩЯЁЃ
5.ЭбШІ жЏеыМЬајЯТНЕЃЌжБЕНеыЭЗЮЛжУЕЭгкеыВлАхЪБЃЌОЩЯпШІДгеыЭЗЩЯЭбТфЃЌДгДЫПЬПЊЪМЃЌаТЯпШІБфГЩОЩЯпШІЁЃ
6.ГЩШІ жЏеыЯТНЕЕНзюЕЭЮЛжУЃЌЭбЯТЕФЯпШІБЛРЕНвЛЖЈДѓаЁКЭаЮзДЁЃ
7.ЧЃР ОЩЯпШІЪмЧЃРЛњЙЙЕФЧЃРЃЌЯђеыБГРЖЏЃЌНЋЯпШІРРыеыЭЗЃЌРНєЖЈаЮЃЌЮЊЯТбЛЗЕФЭЫЛизїКУзМБИЃЌЗРжЙОЩЯпШІЛиЬзЕНеыЭЗЩЯЁЃ
(Ш§)ВлеыОБрЛњЕФГЩШІЙ§ГЬ
1.ЭЫЮЇ ВлеыДгзюЕЭЮЛжУЩЯЩ§ЃЌОЩЯпШІДгеыЙГФкЯђЯТЛЌвЦЃЌгЩгкВлеыЩЯЩ§ЫйЖШБШеыаОПьЃЌвђЖјдкЭЫЛиЕФЭЌЪБЃЌдРДБеПкЕФеыаОж№НЅДђПЊЃЌеыаОТёВиЕНеыВлФкЃЌвдБуЪЙОЩЯпШІЛЌвЦЕНеыИЫЩЯЁЃ
2.ЕцЩД ЕМЩДеыНЋОЩДЕцЕНеыЙГФкЁЃ
3.БеПк ВлеыЯТНЕЃЌеыаОЯТНЕЃЌЕЋВлеыЯТНЕЫйЖШБШеыаОПьЃЌЫљвдеыаОж№НЅДгеыВлФкЩьГіЃЌзюКѓЪЙеыПкЭъШЋЙиБеЁЃ
4.СЌНгЁЂЬзШІ жЏеыгыеыаОМЬајЯТНЕЃЌОЩЯпШІПЊЪМгыаТЯпШІСЌНг(ОЩЯпШІПЊЪМЬздкаТЯпШІЩЯ)ЁЃ
5.ЭбШІ ЕБВлеыеыЭЗЯТНЕЕНЕЭгкГСНЕЦЌЦЌИЙЪБЃЌОЩЯпШІДгеыЭЗЩЯЭбЯТЃЌДЫПЬаТЯпШІБфГЩЯТвЛбЛЗЕФОЩЯпШІЁЃ
6.ГЩШІ ВлеыЯТНЕЕНзюЕЭЮЛжУЃЌЯпШІЕФаЮзДКЭДѓаЁЛљБОаЮГЩЁЃ
7.ЧЃР ГСНЕЦЌЯђЧАдЫЖЏЃЌЦфЦЌКэЮеГжзЁИеЭбЯТЕФОЩЯпШІЃЌВЂНЋЦфЯђеыБГЗНЯђЧЃРЃЌЮЊЯТвЛТжЭЫШІдЫЖЏзїКУзМБИЁЃ
3ећОЛњ
1.ИпЫйећОЛњ
жївЊгЩДјгаKFDеХСІзАжУЕФЩДМмЁЂеХСІТоРЁЂжќЩДзАжУКЭГЕЭЗЫФВПЗжзщГЩЁЃЦфжаKFDеХСІзАжУПЩЪЙУПИљЕЅЩДЕФеХСІОљдШЃЛеХСІТоРЕФзїгУЪЧЪЙШЋВПОЩДЕФеХСІОљКтжќДцзАжУЕФзїгУЪЧЕБЖЯЭЗКѓЃЌАбДгХЬЭЗЩЯЭЫГіРДЕФОЩДШЋВПжќДцЦ№РДЃЌзюГЄПЩжќДц9mГЕЭЗЪЧЪЕЯжКуЯпЫйОэШЦЁЂСМКУГЩаЮЕФЙиМќВПМўЃЌЯждкЛљБОЖМвбЗЂеЙЕНМЦЫуЛњПижЦЁЂЫХЗќЕчЖЏЛњЕїЫйЁЂКуЯпЫйОэШЁЕФЫЎЦНЃЌШЁДњСЫвдЧАЕФжБСїЕчЖЏЛњЕїЫйКЭБфЦЕЕїЫйЁЃ
2.ПНБДећОЛњ
ИУЛњБШИпЫйећОЛњвЊЧѓИпЁЃШєОБрЛњЕФОжсЩЯга8жЛХЬЭЗЃЌИУећОЛњдкећЕквЛжЛХЬЭЗЪБЃЌЪфШыЕФИїжжВЮЪ§жИСюЃЌДЫКѓЕк2ЁЋ8жЛХЬЭЗЕФећОЃЌЭъШЋвдЕквЛжЛХЬЭЗЮЊФЃзгЃЌећОГЩвЛФЃвЛбљЕФ8жЛХЬЭЗЃЌПЩШЗБЃ8жЛХЬЭЗеХСІвЛжТЁЂДѓаЁвЛжТЃЌФмЭЌЪБСЫЛњЃЌМДБЃжЄжЪСПЃЌгжМѕЩйдСЯРЫЗбЁЃ
3.АБТкећОЛњ
гЩгкАБТкЫПЕФФІВСвђЪ§КмДѓЃЌМЋШнвзЩьГЄЃЌЙЪвЊЬиБ№зЂвтЁЃИУЛњЬиЕуШчЯТЁЃ
(1)ЩДМмВЩШЁЛ§МЋЙіжљЫЭЩДЃЌЖјВЛЪЧЯёЦНЪБећОЛњФЧбљБЛЖЏЧЃв§ЁЃ
(2)еХСІТоРКЭЩДМмжЎМфБЃГжвЛЖЈЕФеХСІКЭЩьГЄЃЌаЮГЩдЄЧЃЩьЃЌЖЅЧЃЩьСПвЛАуДѓгкзмЧЃЩьСПЁЃ
(3)ГЕЭЗКЭеХСІЙѕжЎМфаЮГЩжеЧјЧЃЩьЃЌжеЧјЧЃЩьЭљЭљЪЧИКЧЃЩьЃЌВЛЪЧМЬајРГЄЃЌЖјЪЧЪЪЕБЫѕЖЬЁЃ
(4)ЮЊСЫШЗБЃЧЃЩьеХСІИпЖШОљКтвЛжТЃЌдкеХСІТоРИННќЩшгаеХСІДЋИаЦїЁЃвЛЕЉеХСІВЈЖЏГЌЙ§ЗЖЮЇЃЌДЋИаЦїНЋаХЯЂЗДРЁИјМЦЫуЛњЃЌОМЦЫуХаЖЯЃЌЪЙФГЫХЗќЕчЖЏЛњЕїећзЊЫйЃЌДгЖјЪЙеХСІбИЫйЛжИДе§ГЃЁЃ
(5)гЩгкАБТкЭВЩДдкДгаЁЭВЕНДѓЭВОэШЦЕФЙ§ГЬжаЃЌЦфеХСІВЛПЩФмЭъШЋвЛжТЃЌЖјЪЧГЪЯжвЛЖЈЕФеХСІБфЛЏЧњЯпЁЃдкећОЪБЃЌМЦЫуЛњФмИљОнВЙГЅЧњЯпдкећОЙ§ГЬжаж№ВНЕїећВЙГЅеХСІЃЌЪЙОжсХЬЭЗЩЯЕФАБТкЩДЧАКѓеХСІвЛжТЃЌДжЯИвЛжТЁЃ
4.ЦфЫћзЈУХгУЭОЕФећОЛњ
ШчКЭKS4FBаЭУЋНэОБрЛњХфЬзЕФУоЩДећОЛњЃЌЦфЬиЕуЪЧдкЩДМмЩЯзАгаЭљИДДЕЗчЁЂЮќГОзАжУЃЌНЋУоЩДЕФГОАЃЁЂЖЬШоДЕОЛЮќЪедкНќГЕЭЗВПЮЛзАгаУоЩДздЖЏИјгЭзАжУЁЃ
ДЫЭтЛЙга42гЂДчЕФПэЗљећОЛњКЭЪЪКЯЩЋжЏЕФЗжЬѕећОЛњЕШЁЃ
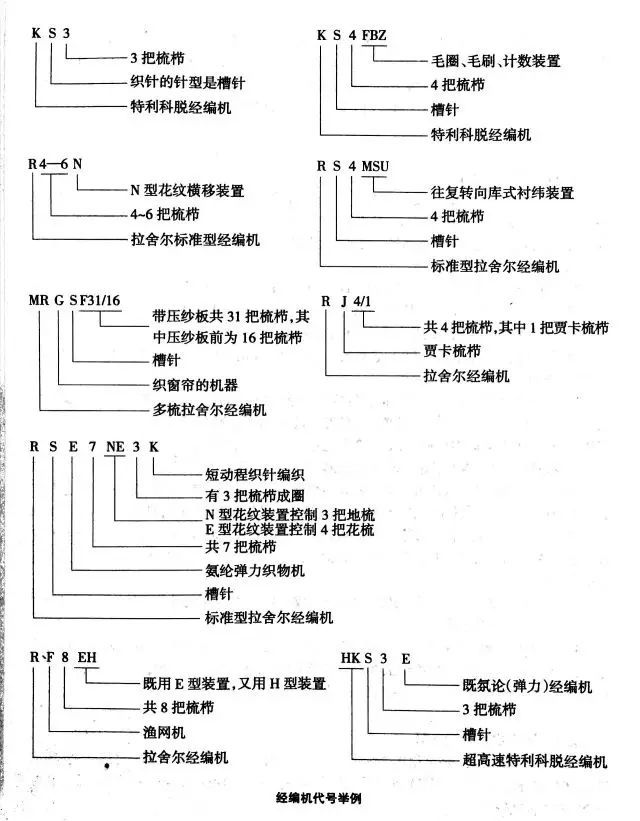
4ОБрЛњЕФДњКХ
вдKarl MayeaОБрЛњЯЕСаЮЊР§ЃЌНЋОБрЛњЕФДњКХНщЩмШчЯТЁЃ
1.ЛњЦїРрБ№ШчKS2аЭжаЕФKДњБэЬиРћПЦЭбОБрЛњЁЃ
2.ЪЙгУЗЖЮЇ ШчжЛSE4 N2KаЭжаЕФSEДњБэВлеыЕЏСІ(АБТк)ОБрЛњЁЃ
3.ЪсшЮЪ§KS3жаЕФ3ДњБэ3АбЪсшЮЁЃ
4.ЛњЩЯЛЈЮЦДЋЖЏзАжУЛђЦфЫћЬижжИНМгзАжУ ШчNБэЪОNаЭЪсшЮЛЈЮЦКсвЦзАжУЃЌKS4FBEжаЕФFBБэЪОУЋШІЫЂУЋЁЂМЦЪ§зАжУЁЃ
ОБрЛњЕФДњКХОйР§ШчЯТЁЃ
5ОБрЛњзюаТММЪѕ
зюЯШНјЕФОБрЛњОпгаЕчзгЫЭОEBAКЭEBCЁЃЕчзгОэШЁEACЁЃИпЫйЕчзгКсвЦELЁЃЖрЪсшЮЕчзгКсвЦЕўМгЛњЙЙSUЁЃЖрЪсшЮЕчзгЫХЗќЕчЖЏЛњИжЫПКсвЦЛњЙЙЁЂИжЦЌЪНЖрЪсшЮЁЂбЙЕчЬеДЩЪНЕчзгПижЦУГПЈЕМЩДеыЃЌГЙЕзЗЯГ§СЫБПжиЕФЬсЛЈС§ЭЗКЭЬсЛЈзлЩўЃЌЭЌЪБОпгаГЕЯфгЭЮТПижЦЯЕЭГЁЃ
ОБрЛњЩЯЕФПЩБрГЬађПижЦЦїPLCКЭЙЄвЕПижЦМЦЫуЛњTPC,ФмЪЕЯжОБрЛњЁЂећОЛњЕФЛњЕчЬхЛЏЁЃ
6ОБрЛњЕФЫФДѓЛњЙЙ
1.ДЋЖЏЛњЙЙ ДЋЖЏЛњЙЙвЛАуНўУЛдкГЕЩэгЭЯфжаЃЌЖдгкГЌГЄЁЂГЌИпЫйОБрЛњЃЌЮЊСЫЗРжЙИпЫйДЋЖЏЧњБњЦЋаФЛњЙЙЗЂШШФЅЫ№(ФЅЛЕ)ЃЌвЛАуЖМИНгаРфШДЯЕСїЁЃдкФГаЉГЩШІдЫЖЏИДдгЖјГЕЫйвЊЧѓВЛИпЕФГЁКЯЃЌШдВЩгУЭЙТжДЋЖЏЁЃаЇТЪзюИпЕФЪЧЙВщюЭЙТжЃЌЦфДЮЪЧВлаЭЭЙТжЃЌзюМђЕЅЕФЪЧЦеЭЈЕЅУцЭЙТжЃЌЙізгНшжњРЛЩбЙдкЭЙТжБэУцЁЃ
2.ЫЭОЛњЙЙ
ЫљгаОБрЛњВЛПЩШБЩйЕФВПМўЃЌКЭХїВМжЪСПУмЧаЯрЙиЁЃгаЯћМЋЪНЫЭОЁЂАыЛ§МЋЪНЫЭОКЭеХСІгеЕМЛ§МЋЫЭОЁЂЖЈГЄгеЕМЛ§МЋЫЭОЁЂЫЋЫйЫЭОКЭБфЫйЫЭОЕШРраЭЃЌЦфжаАБТкОБрЛњВЩгУЖЈГЄгеЕМЛ§МЋЫЭОЛњЙЙЛђеХСІгеЕМЛ§МЋЫЭОЛњЙЙЁЃ
аТаЭЫЭОЛњЙЙЪЧЕчзгЫЭОEBA,ЫќЦфЪЕвВЪЧвЛжжЖЈГЄгеЕМЛ§МЋЫЭОЛњЙЙЁЃЛЙгавЛжжБфЫйЕчзгдЫОЛњЙЙEBCЁЃ
3.ЪсшЮКсвЦЛњЙЙ
ИпЫйаЭЪсшЮКсвЦЛњЙЙЮЊЭЙТж(гжНаЛЈАхТж)ЃЌЦфКсвЦЧњЯпЦНЛЌЁЂдЫзЊЦНЮШЃЌЪЪКЯИпЫйЩњВњЃЌЕЋЩњВњЕФЛЈЮЦМђЕЅЁЃАБТкОБрЛњвЫВЩгУЭЙТжЪНКсвЦЛњЙЙЁЃЮЦСДЙіЭВЪНКсвЦЛњЙЙЪЪКЯгкЛЈаЭБфЛЏНЯЖрЕФЛњЦїЃЌШчРЩсЖћЛЈБпЛњКЭЬиРћПЦЭбаЁЛЈаЭОБрЛњЃЌЛЈЙіЭВгжЗжNаЭЁЂEаЭКЭHаЭШ§жжЁЃ
NаЭЛЈЙіЭВМДЙіЭВжБОЖНЯДѓЁЂСДПщГЄЖШНЯЖЬЁЂПэЖШНЯПэЁЂФмГаЪмЕФИККЩНЯжиЃЌЪЪгУгкИпЫйИпВњОБрЛњEаЭЛЈЙіЭВКЭNаЭЯрЗДЃЌЙіЭВжБОЖаЁЁЂСДПщГЄЖШГЄЁЂПэЖШеЃЌЪЪгУгкеыОрДѓЖјЛњЦїЫйЖШНЯТ§ЕФРЩсЖћОБрЛњHаЭЛЈЙіЭВЕФНсЙЙКЭEаЭЯрЭЌЃЌжЛЪЧСДПщЕФИпЖШЪЧEЕФвЛАыЃЌЭЈЙ§ИмИЫЗХДѓвЛБЖКѓЃЌЦфКсвЦЙІФмКЭEаЭвЛбљЁЃгааЉРЩсЖћЛЈБпЛњЩЯЭљЭљзАгаEаЭКЭHаЭЙіЭВИївЛжЛЃЌМДЫљЮНЕФЩЯЯТЙіЭВЃЌEаЭЩЯЙіЭВгУРДЭЦЖЏЛљЕиЪсшЮКсвЦЃЌHаЭЯТЙіЭВгУРДЭЦЖЏЛЈЪсшЮКсвЦЁЃ
ДЫЭтЃЌЛЙгаSаЭСДПщЃЌвЛИіСДПщБуФмЭъГЩвЛДЮГЩШІдЫЖЏЃЌМДЫљЮНЕФЕЅааГЬСДПщЃЌЙуЗКгУгкДјбЙЩДАхЁЂеыЧАЕцЩДЕФЛЈЪсшЮЁЃ
4.ОэШЁЧЃШкЛњЙЙ
ЧЃРКЭОэШЁВЛПЩЛьЮЊвЛЬИЁЃдкОБрЛњЩЯЃЌШєУЛгаОэШЁЛњЙЙЃЌЛЙПЩвдЮЌГжЩњВњЃЌЕЋШєУЛгаЧЃРЛњЙЙЃЌдђВЛФме§ГЃЩњВњЁЃдкОБрЛњЩЯЃЌХїВМЭбРыжЏеыКѓЃЌЪмЕНШ§ТоРЧЃРЛњЙЙЕФЧЃРЃЌЪЙХїВМдкБЃГжЯрЕБеХСІЕФЧщПіЯТЃЌШЗБЃЛњЦїе§ГЃдЫзЊЁЃ
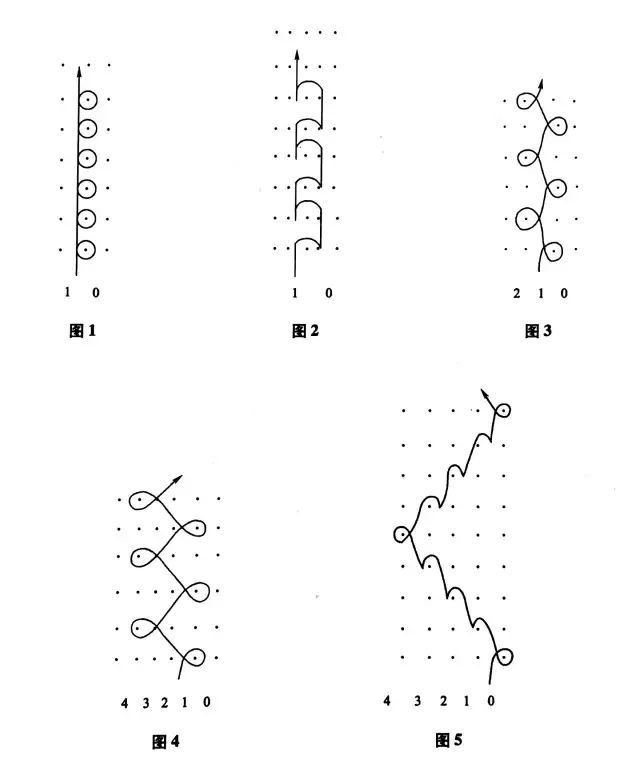
7ОБржЏЮяЕФЕцЩДдЫЖЏЭМ
ОБреыжЏЮязщжЏЭМвЛАуЖргУЦфЕМЩДеыЯрЖдгкжЏеыЕФзпеыЙьМЃРДБэЪОЃЌетбљЛцЭМШнвзЃЌЭМаЮМђНрЃЌВЛЯёЪЕМЪЕФжЏЮяНсЙЙФЧбљИДдгФбПДЃЌЪЧБэЪООБрзщЮяЕФЭЈгУЗНЗЈЃЌЗВбЇОБрЕФЖМгІбЇЛсПДКЭЛцетжжзпеыЙьМЃЭМЁЃ
ЕцЩДдЫЖЏЭМжаКсЯђЕФ“ЕуСа”БэЪООБреыжЏЮяЕФЯпШІКсСаЃЌзнЯђ“ЕуСа”дђБэЪООБреыжЏЮяЕФЯпШІзнааЃЌАИіЕуБэЪОБржЏФГвЛКсСаЪБЕФвЛИіеыЭЗЕФЭЖгАЃЌЕуЕФЩЯЗНЪЧеыЙГЧАЃЌЕуЕФЯТЗНЪЧеыБГКѓЃЌЖјКѓЕМЩДеыБуАДЙЄвеЙцЖЈЕФвЊЧѓШЦеыЭЗдЫЖЏЁЃ
ШчБеПкБрСДзщжЏЕФзпеыЙьМЃЮЊ1-0,1вЛ0ЃЌЯргІЕФЕцЩДдЫЖЏШчЭМ1ЫљЪОШчПЊПкБрСДзщжЏЕФзпеыЙьМЃЪЧ1-0ЃЌ0-1ЃЌЖдгІЕФЕцЩДдЫЖЏШчЭМ2ЫљЪООЦНзщжЏЕФзпеыЙьМЃЮЊ1-0,1-2ЃЌЕцЩДдЫЖЏШчЭМ3ЫљЪООШозщжЏЕФзпеыЙьМЃЮЊ1-0,2-3ЃЌЕцЩДдЫЖЏШчЭМ4ЫљЪООЖазщжЏЕФзпеыЙьМЃЮЊ1-0,1-2,2-3,3-4,4-5,4-3,3-2ЃЌ2-1,ЕцЩДдЫЖЏШчЭМ5ЫљЪОЁЃ
ЕцЩДдЫЖЏЭМЕФвтвхЪЧ1-0,2-3жаЕФ1-0БэЪОЕМЩДеыдкеыЙГЧАДгзнаа1вЦЕНзнаа0ЃЌМДвЦЙ§1еыОрЃЌЪЕЯжеыЙГЧАЕцЩДЃЌЭЌРэЃЌ2-3БэЪОеыдкеыЙГЧАДгзнаа2вЦЕНзнаа3ЃЌвВЪЕЯж1еыОрЕФеыЙГЧАЕцЩДЁЃЖјЦфжаЕФ0,2дђБэЪОЕМЩДеыдкеыБГДгзнаа0вЦЕНзнаа2ЃЌЪЕЯжеыБГ2еыОрКсвЦЃЌвВНазіеыГФЕцЩДЛђеыБГОжВПГФЮГЁЃ